|
Москва +7 (499) 550 32 77Санкт-Петербург +7 (812) 679 81 88Новосибирск  +7 (913) 935 14 15 +7 (913) 935 14 15 |
|
|||||
| Главная | Продукция | Услуги | Информация | Сотрудничество | О Компании | Акции | Контакты |
|
|
Продукция / Оборудование для производства изготовления РТИ
В разделе представлено оборудование для производства изготовления РТИ включает в себя прессы вулканизационные, установка для вальцевания и шприцевания резины. Пресс для вулканизации резитотехнических изделий (РТИ) - является основной единицей по выпуску таких изделий как: манжеты, резиновые уплотнительные кольца, сальники и пыльники и т.д.
Пресс предназначен для вулканизации резиновых изделий и полимеризации изделий из реактопластов в пресс-формах на предприятиях машиностроения, в ремонтных мастерских железнодорожного, автомобильного и электротранспорта, коммунального хозяйства.
Температура нагревательных плит, давление в гидроприводе поддерживается автоматически. После окончания вулканизации развод плит производится автоматически.
Система управления на базе микропроцессора позволяет быстро программировать в широком диапазоне и оперативно отслеживать на цифровом табло следующие параметры:
• Рабочее давление в гидросистеме
• Рабочую температуру плит
• Время вулканизации
• Количество подпрессовок
• Импульс мультипликатора
• Паузу мультипликатора
Технические характеристики
Пресс АПВР в модификации с размерами нагревательных плит 400*600 Пресс для вулканизации резины с усилием 63 тонны АПВР-904/63 размеры плит 400*400 мм - от 1 600 000 руб. с НДС Сроки изготовления 85 рабочих дней.
В комплексе с прессом АПВР-904 рекомендуется использовать установку для вальцевания и шприцевания резины УВШР-904
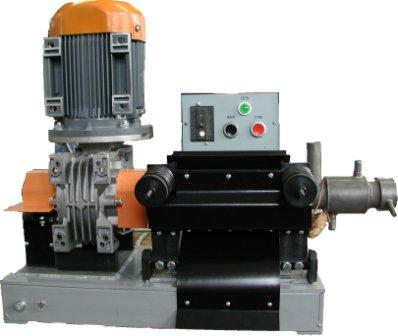 Установка для вальцевания и шприцевания резины УВШР-904 Установка для вальцевания и шприцевания резины УВШР-904Установка предназначена для подготовки и получения заготовок различного профиля из резиновых не вулканизованных смесей в ремонтных службах газовой, нефтяной и автомобильной промышленностях, электротранспорта, железных дорог, водоканала, энергоснабжения и других отраслях промышленности.
Преимущества УВШР-904
1. Удобная загрузка резиновой смеси благодаря горизонтальному расположению валков;
2. Возможность автоматически изменять зазор между валками в зависимости от жесткости резиновой смеси, благодаря тому, что прижимной валок поджимается к ведущему пружинами с регулируемым усилием прижима;
3. Удобный доступ в рабочую зону, для снятия листа резины с валка после окончания раскатки, что достигается тем, что прижимной валок сделан откидывающимся.
Установка предназначена для эксплуатации в условиях, соответствующих климатическому исполнению УХЛ категории 4.2 по ГОСТ 15150.
Рабочие условия эксплуатации:
температура окружающего воздуха, ºС ....................... 20
относительная влажность воздуха при температуре
окружающего воздуха 20ºС, % ..................................60±2
атмосферное давление, кПа (мм.рт.ст.) ....................... от 86 до 106,7 (от 650 до 800)
Питание от сети переменного трехфазного тока:
напряжение, .......................................................... 380
частота, Гц ............................................................ 50±1
Охлаждающая среда – вода:
давление технического водопровода, МПа (кг/см2), не менее .....0,2 (2)
температура охлаждающей среды, ºС, не выше ......................25
Примечание – Допускается в качестве охлаждающей среды применять сжатый воздух с давлением в сети не менее 0,3 (3) МПа (кг/см2).
Технические характеристики
Длина рабочей части валков, мм ......................... 200
Диаметр рабочей части валков, мм
ведущего .......................................................70
прижимного .................................................... 85
Диапазон регулировки зазора между валками, мм ... 0-10
Регулировка зазора между валками ..................... ручная
Диаметр червяка, мм ........................................ 40
Длина нарезанной части червяка, мм ................... 145
Частота вращения червяка, об/мин ...................... 50
Максимальная толщина обрабатываемого листа, мм . 15
Максимальная ширина отрезаемой полосы, мм ..........20
Минимальная толщина раскатанного листа, мм ........ 1
Максимальная производительность червяка, кг/ч .... 10
Максимальная мощность потребляемая установкой, кВт 2,5
Габариты установки, мм
длина ............................................................. 900
ширина ........................................................... 480
высота ............................................................ 680
Масса, кг, не более ............................................ 100
Цена с НДС: уточнять |

| © 2024 все права защищены | Продукция | Услуги | Информация | Сотрудничество | О Компании | Акции | Контакты | Создание сайта: ADVANCE |